


.")




























Нам будет очень приятно, если сайт окажется для Вас удобным и полезным инструментом, который позволит найти ответы на вопросы в области трубогибочных станков с ЧПУ, измерительных комплексов или оборудования для резки и формовки концов труб. Хотя тема трубогибов с ЧПУ - достаточно сложная, мы старались объяснить сложные вещи простым, доступным языком. Для начала, предлагаем ознакомиться с понятиями, которые широко используются в трубогибочной индустрии. Мы ограничились 10 терминами, которые считаем наиболее важными. После изучения терминов, рекомендуем зайти в раздел Продукция и посмотреть на ассортимент, подробное описание и технические характеристики каждого трубогибочного станка, а также - в раздел Вопрос-ответ, где мы даем ответы на самые актуальные и часто-встречаемые вопросы. Конечно, всегда есть другой вариант - позвонить и пообщаться с нами по телефону (мы всегда этому рады), или прислать техническое задание к нам по факсу или e-mail, с пометкой "предоставить технико-коммерческое предложение, в соответствии с техническим заданием", но ведь иногда интереснее самому разобраться в технологии? Выбор за Вами!
1. Трубогиб с дорном / дорновый трубогибочный станок
При гибке тонкостенной трубы с малым радиусом, происходят два неприятных эффекта: образуется овальность, а также гофра внутри гиба. В давние времена, для борьбы с овальностью и гофрой, трубу набивали песком. Сейчас для борьбы с овальностью используют дорн, а для борьбы с гофрой - выглаживатель гофры. Современная трубогибочная оснастка позволяет устранять гофру на любой тонкостенной трубе, а также добиваться овальности в пределах 2 - 3%. Дорн, как правило, представляет собой жесткий стержень с шаровыми дисками. Сам дорн крепится на длинную штангу - именно поэтому дорновые трубогибы имеют большую длину. Длина дорновой штанги фактически определяет максимальную длину устанавливаемой трубы в трубогиб. Дорн является изнашиваемым элементом трубогибочной оснастки, и его ресурс приблизительно равен 10 000 - 50 000 гибов.
2. Гибка трубы методом намотки / классический трубогиб с ЧПУ
Классическим примером гибки трубы на дорновом трубогибе является гибка намоткой. Упрощенно, оснастка представляет собой: гибочный ролик, прижим и ползун. Прижим прижимает трубу к гибочному ролику, и они совместно поворачиваются вокруг оси ролика на заданный угол гиба. Таким образом, труба как бы "наматывается" на гибочный ролик, отсюда и возник термин "гибка намоткой". Труба гнется с таким радиусом, который имеет гибочный ролик, однако угол гибки задается в программе ЧПУ трубогиба. Сам ролик имеет ручей, соответствующий диаметру трубы, чтобы труба не сминалась. Обычно, гибка намоткой применяется при небольших радиусах гибки, например Rср от 1Дт (Радиус гибки по средней линии трубы равен 1 диаметру трубы) до 5Дт.
3. Гибка трубы проталкиванием / трубогибочный станок с функцией проталкивания
На некоторых трубах требуется получить сложные геометрические элементы - большие радиусы, дуги с переменным радиусом, спирали и т.д. Намоткой это делать неэффективно, и в большинстве случаев - невозможно. Единственный вариант - делать эти элементы методом проталкивания. Принцип проталкивания похож на работу 3-х валковых профилегибочных станков. Труба проталкивается через ролики, задающие деформацию (радиус гибки), в соответствии с ЧПУ программой. При таком способе, радиус может быть переменным, а при одновременном осевом повороте трубы - и спиральным. В отличие от гибки намоткой, проталкивающая оснастка - более универсальная, и не зависит от радиуса гибки, но расчитана на гибку с радиусом не менее 5Дт.
4. Полуавтоматический трубогиб с ЧПУ / недорогой трубогибочный станок с ЧПУ
Трубогибочный станок с ЧПУ называют полуавтоматическим в случаях, когда часть операций станок выполняет автоматически, а остальные операции выполняются оператором вручную. Классический пример: гибка трубы на заданные углы производится автоматически (по ЧПУ программе), однако выдвижение и поворот трубы в пространстве осуществляются оператором вручную. Как правило, ЧПУ-управление полуавтоматического трубогиба позволяет задавать не только последовательность гибочных операций, но и некоторую автоматизацию, например: зажим-разжим трубы, выдвижение-возврат дорна, ход ползуна и т.д.
5. Автоматический трубогиб с ЧПУ / полностью автоматический трубогибочный станок
Автоматический трубогиб с ЧПУ обеспечивают высокую производительность, точность и повторяемость изделий. ЧПУ-управление значительно сокращает время переналадки станка на другое изделие/программу, и сводит к минимуму процент выхода брака из-за ошибок оператора, так как один раз запрограммировав деталь, от оператора требуется всего лишь устанавливать трубы в станок и снимать готовые изделия. Автоматические трубогибы на порядок безопаснее любых полуавтоматических аналогов, так как оператору не требуется постоянно находиться в рабочей зоне станка.
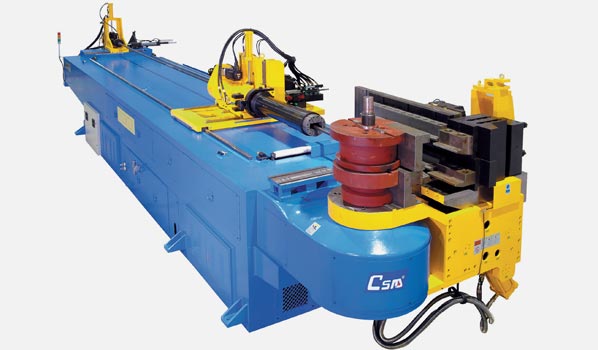
6. Гидравлический трубогиб с ЧПУ / трубогиб с гидравлическим приводом гибочной консоли
При использовании термина "гидравлический трубогиб" подразумевают тип привода гибочной консоли, т.е. каким способом осуществляется основное движение станка - поворот гибочной консоли. У гидравлических трубогибов движущей силой является гидроцилиндр, который посредством рейки или цепи передает крутящий момент на гибочную консоль. Безусловно, в автоматических гидравлических трубогибах, выдвижение и поворот трубы вокруг оси производятся сервомоторами. Остальные вспомогательные операции (зажим / разжим трубы, ход дорна и т.д.) выполняются гидравликой либо пневматикой. Гидравлика дает большую мощность при небольших размерах, поэтому гидравлические трубогибы рекомендуется использовать при гибке толстостенных труб.
7. Гибридный трубогиб с ЧПУ / трубогибочный станок с сервоприводом гибочной консоли
Под гибридным трубогибом понимается автоматический трубогибочный станок, у которого все основные движения (гибка, подача и поворот трубы вокруг оси) производятся сервомоторами, а второстепенные операции - гидравликой. То есть, получается почти гидравлический станок, но с сервоприводом гибочной консоли вместо гидравлического привода. Станок становится более быстрым, точным, позволяет иметь многоголовочную (многоручьевую) конфигурацию, а также производить гибку проталкиванием.
8. Электрический трубогиб с ЧПУ / трубогиб полностью электрический, без гидравлики
Не секрет, что самые требовательные заказчики недолюбливают гидравлику, и соответственно, гидравлические трубогибы, предпочитая станки, где все движения (основные и вспомогательные) производящие с помощью сервомоторов. Кстати, таких заказчиков становится все больше, ведь несмотря на дороговизну электрических трубогибочных станков, сервомоторы - быстрее, точнее и надежнее гидравлических аналогов, и самое главное - в электрических трубогибах программируется движение, положение и скорость каждого узла, что дает значительное преимущество как в скорости работы трубогиба, так и в скорости переналадки на другую оснастку. Полностью электрические трубогибы рекомендуются для самых требовательных заказчиков.
9. Автоматический трубогиб с ЧПУ для право-левосторонней гибки / гибка самых сложных изделий
Некоторые изделия невозможно произвести на обычных трубогибочных станках – изделие упирается в станину, не проходит под гибочной консолью, или же просто какие-то узлы станка мешают получить готовое изделие. Именно в таких случаях востребованы право-левосторонние трубогибы, у которых гибочная консоль может автоматически разворачиваться, и производить гибку как влево, так и вправо. В 90% случаев это решает проблему геометрической проходимости сложных контуров на станке. Несмотря на дороговизну, такие трубогибы очень популярны в гибке сложных трубопроводов.
10. Трубогибочный станок с бустером / гибка труб с контролем утонения стенки
Для некоторых областей промышленности (автопром, котельное производство, авиапром, атомная энергетика и т.д.) требуется гибка трубы с минимальным радиусом, например Rср = 1 Дт (1 диаметр трубы по средней линии). Более того, с жесткими требованиями по утонению внешней стенки, например, не более 10–12%. Однако при гибке такой трубы на классическом трубогибе, растяжение составит более 30%, труба не выдержит такого растяжение и порвется. На помощь приходят трубогибы с бустером. Во время гиба, бустер создает большое осевое усилие на трубу (до нескольких десятков тонн), обеспечивая дополнительный наплыв металла в зону гиба, в результате чего выполняется поставленная задача - труба не рвется, и утонение - в требуемых пределах.
Другие веб-сайты компании АЛЕКСМАШ.
Станки для гибки проволоки. Проволокогибочные станки с ЧПУ | www.wirebender.ru
Веб-сайт о современных станках с ЧПУ для гибки проволоки из бухты или нарезанных в размер прутков. Большой ассортимент станков для 2D (плоской) и 3D (пространственной) гибки проволоки. АЛЕКСМАШ является официальным представительством компаний Nicemach (Ю. Корея) и Ultimation (Англия). Основная номенклатура оборудования :
- Автоматические станки для 3D гибки проволоки из нарезанного в размер прутка.
- Автоматические станки для 2D гибки проволоки из бухты. Проволокогибочные станки последовательной гибки.
- Автоматические станки для 3D гибки проволоки из бухты. Проволокогибочные станки последовательной гибки.
- Автоматические двухконсольные станки для 3D гибки проволоки из бухты или из прутка.
- Автоматические проволокогибочные станки для гибки + стыковой сварки проволоки из бухты.
- Сварочный станок для приварки поперечных прутков к рамке.
Комбинированные пресс-ножницы. Гидравлические гибочные и дыропробивные пресса | www.ironworker.ru
Веб-сайт о современных комбинированных пресс-ножницах и гибочных прессах. Комбинированные пресс-ножницы - незаменимые в любом производстве станки, сочетают в себе три основные функции: рубка сортамента (лист, пруток, уголок, прокат, квадрат, швеллер и т.д.), пробивка отверстий (в листе, уголке, швеллере и т.д.) и вырубка пазов. Основная номенклатура оборудования :
- Гидравлические пробивные пресса (бюджетные, и с ЧПУ), для пробивки отверстий в листе и уголке.
- Комбинированные пресс-ножницы (бюджетные). Пресс ножницы комбинированные, одноцилиндровые, маятникового типа.
- Комбинированные пресс-ножницы (вертикальные). Пресс ножницы комбинированные, одноцилиндровые, вертикального типа.
- Комбинированные пресс-ножницы (двухцилиндровые). Пресс ножницы комбинированные, двухцилиндровые.
- Горизонтальные гидравлические гибочные пресса.
- Профилегибочные машины. Трехвалковые профилегибы с ЧПУ.